





By Mark Norfolk
3D printing of metal is almost exclusively reliant on fusion based welding processes. Whether talking about laser powder bed, laser blown powder, or old-school technology like gas metal arc welding, metal is deposited by first melting and then re-solidifying a metal feedstock. Through melting and subsequent solidification, we find most of the challenges of today’s 3D printing:
- Residual stress caused by thermal gradients
- Expensive and time consuming environmental controls
- Variable mechanical properties derived from different grain structures
- Porosity and liquidation cracking lowering mechanical performance
Ultrasonic Additive Manufacturing (UAM) is a 3D printing process that relies on a solid state welding process to print layers of featureless metal foil. The fundamental distinguishing characteristic of UAM, in comparison to other metallic additive manufacturing technologies, is that it is a solid-state welding process – meaning that melting of metals does not occur – with all of the attendant impact of high temperatures on material properties.

If we are not melting, then how do we create a bond? In nature metals like to stick to other metals. However, here on earth metals are quickly coated with an oxide layer due to our atmosphere. Without interference, such as in outer space, pressing two pieces of metal together will create a solid state bond (like diffusion welding). Our ultrasonic process uses a scrubbing action to break off the layer of oxide on the surface of metals to be welded so they want to naturally bond again. By using ultasonics to weld thin layers of foil layer upon layer, we are able to 3D print solid metal parts with full density. UAM produces true metallurgical bonds with full density and works with a variety of metals such as aluminum, copper, stainless steel and titanium.
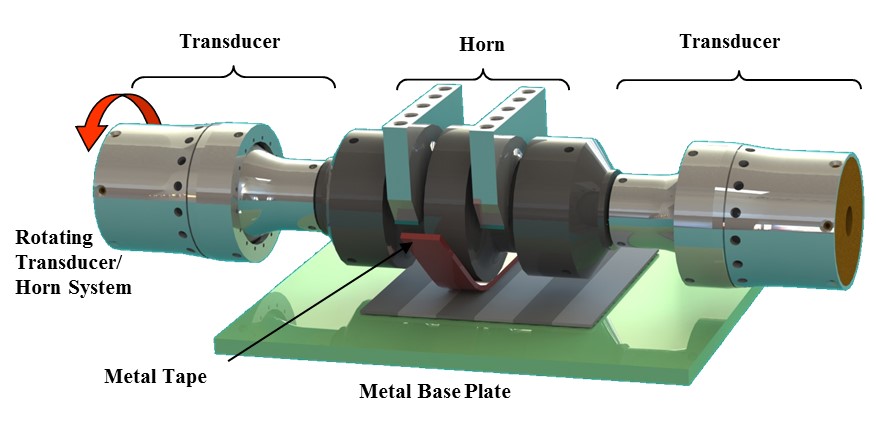
The UAM process is both an additive and subtractive process. UAM involves building up solid metal objects through ultrasonically welding thin strips of metal foil into a three-dimensional shape, with periodic machining operations to create the detailed shape of the resultant objects. Figure 1 illustrates the key components of an ultrasonic welding head. It consists of two high power ultrasonic transducers on either side of a rolling acoustically tuned tool, called the welding horn. Each transducer is made of piezoelectric elements that expand and contract with varying voltage levels. The vibrations of the transducers are then transmitted to the rolling welding horn in a push-pull manner. The continuous rolling of the vibrating horn over the plate creates a solid state bond between the weld tape and base structure.
To construct structures, foils are placed side by side, and then layer on layer, in a manner similar to laying bricks. For a majority of UAM parts, the metallic feedstock is 25.4 mm wide foil. Thus, by placing multiple foils side by side, a part larger than the weld foil can be created. UAM is also a hybrid process, incorporating subtractive capabilities as well as additive. Since the feedstock is one inch wide and most features are not a perfect multiple of one inch, the additive process creates a part that is near net shape. Periodically, a computer numerically controlled (CNC) machining spindle is used to machine off the slight excess and to create a fully dimensionally accurate part. In this way internal features such as channels and voids can also be created with high accuracy and great surface finish.
The ability to build fully dense metal parts in a variety of relevant engineering materials is at the core of UAM’s value proposition. From this core capability, three unique opportunities arise, namely the ability to:
- Join dissimilar materials, which is an enabler for cladding and transition joints
- Embed one material in another, which is an enabler for metal matrix composites, integrated sensors and smart systems
- Create complex 3D internal channels, which is an enabler for molds, thermal management, and chemical processing
Dissimilar Metals
The solid-state nature of the ultrasonic bonding process used in UAM permits joining of dissimilar metals without the formation of brittle intermetallics (unlike fusion processes). A wide range of material combinations have been successfully bonded using ultrasonic welding including combinations of copper, aluminum and titanium as well as aluminum to steel.
This unique ability allows UAM to be used for simple cladding. For instance, titanium has been welded to aluminum to act as a heat and wear resistant layer on the outer edges of aluminum wear components. Simple cladding can be extended further to create functionally graded laminates. Metal foils of alternating dissimilar metals can welded into a layered structures. By varying the ratio of one metal to another through thickness, variations in properties through thickness can be engineered. One example is an armor produced by layering aluminum and titanium and varying the ratio through thickness to achieve specific properties.
Embedding
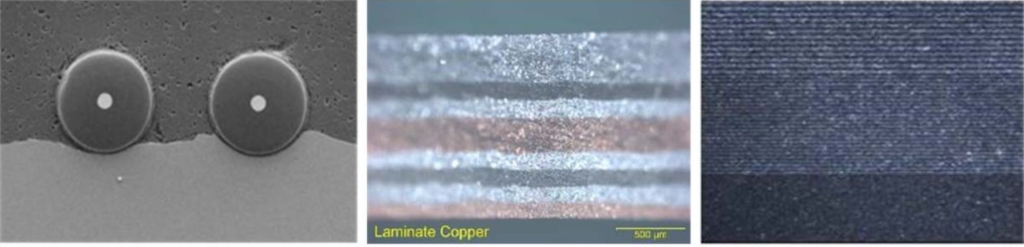
The low temperature 3D printing process allows embedding of all manner of wires, fibers and sensors into a metallic susbstrate. Embedding reinforcing members such as boron and silicon carbide fibers or stainless steel meshes into metal matrices is simple with Ultrasonic Additive Manufacturing. Since the process can be interrupted and modified at any point, structural components can be augmented into any metal matrix to form superior, high performance composite structures.
Additionally, sensors and actuators can be embedded using UAM into fully dense metallic structures. Numerous sensors such as thermal couples, switches, and strain sensors have been successfully integrated into UAM built components. Electronic circuitry has also been embedded, allowing for tamper resistant metallic devices. Since UAM bonding occurs at low temperature electronic components can be embedded without damage to electronic traces (as would happen with the laser powder bed method). Electronic isolation can be accomplished by wrapping wires with a dielectric such as Kapton tape.
Complicated Geometry
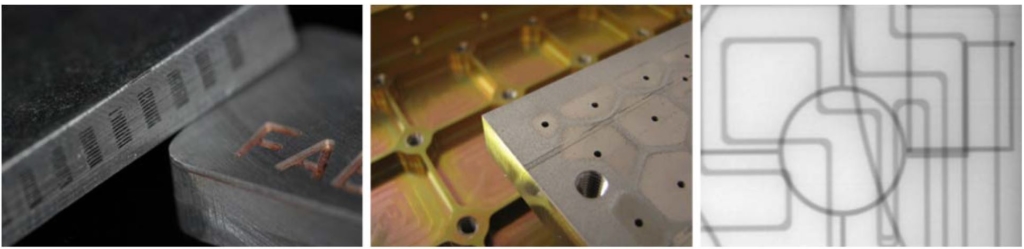
As with all 3D printing processes UAM can create unique features and attributes, not possible using traditional manufacturing techniques. UAM can produce complex internal channels and voids that are impossible with traditional machining. As the process builds one layer at a time, the process can be interrupted at in point in z-height and the integral CNC machining can be used to remove material from any point on the part. Subsequently, the process welds over these voids incorporating them as integral channels into the structure. As machining can happen on every single layer, if needed, internal features can change size, shape and orientation in any axis.
This particular ability has been used for creating complex three dimensional channels for thermal management applications such as microchannel cooling, integrated heat pipes, as well conformal cooling for molds. Additionally, the ability to create complex internal geometry has been applied to radio frequency wave guides, light weighting and for cable runs that are completely internal to the structure.
Mark Norfolk is President and CEO of Fabrisonic LLC.