





By Andrew Dunn
Lasers have been used for many years to transform surface properties, including both texture and hardness, for a wide range of applications. For example, the ability to create tailored texture and hardness properties means that the frictional properties of a surface can be modified. Together with colleagues at Heriot-Watt, SPI Lasers and MAN Diesel and Turbo, I have a particular interest in the creation of surfaces with a high coefficient of static friction. This is in contrast to the approach of many other researchers, which is to use lasers to reduce friction e.g., by creating indentations in the material surface which can then therefore act as micro-hydrodynamic bearings, lubricant reservoirs or as traps for wear debris, depending on the lubrication regime.
Applications of high static friction surfaces include the reduction of the tightening forces required for a joint or to secure a precision fitting easily, without the need for ‘keying’ structures. These applications are particularly relevant where the components being joined are very large, e.g., parts of large marine engines at MAN Diesel & Turbo, and so are expensive and/or difficult to machine to the required precision. MAN’s particular requirement (for an application in such an engine) is for surfaces with a coefficient of static friction, µs > 0.6.
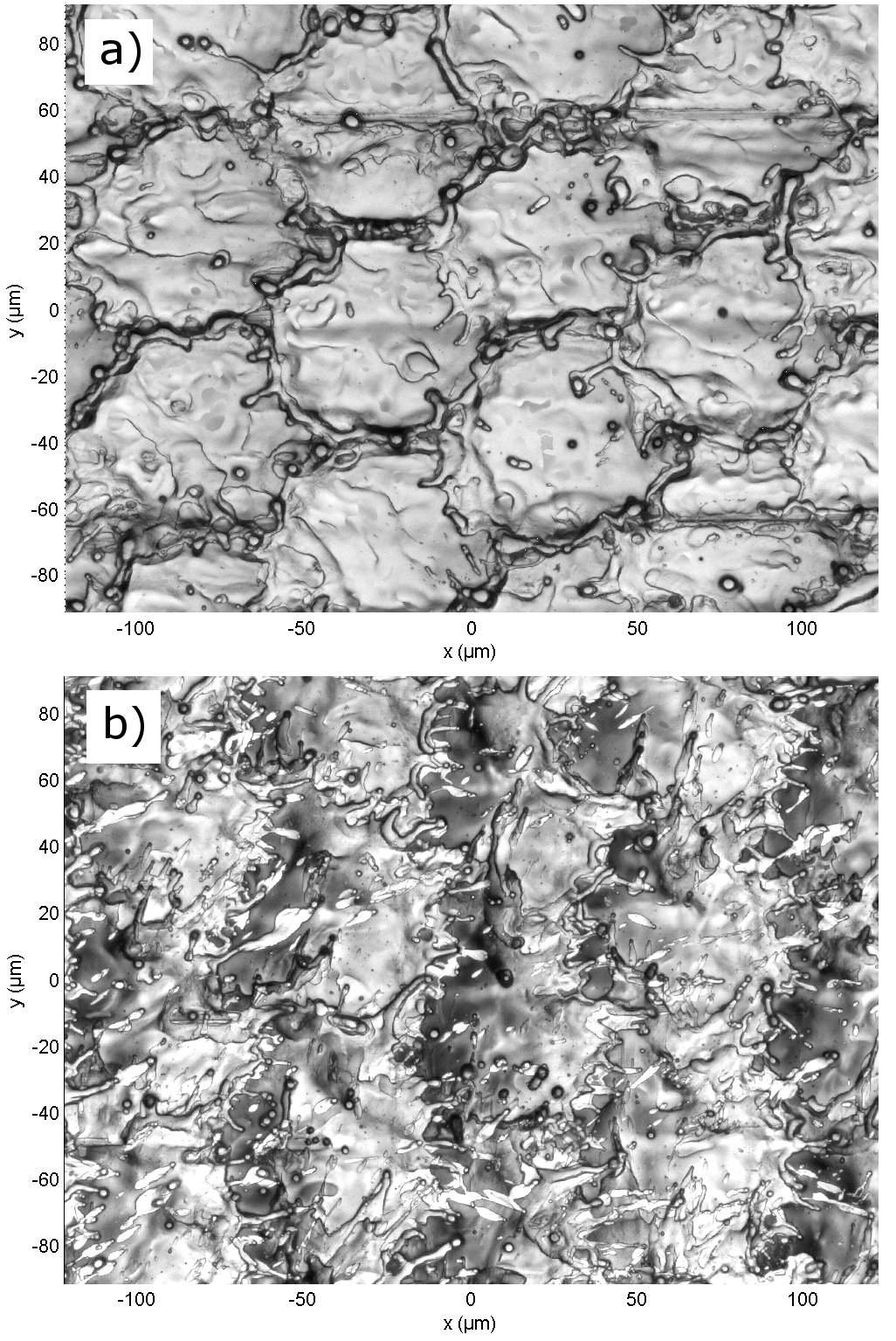
SPI pulsed fiber lasers are particularly suited to the creation of such surfaces, because of their independent control of temporal pulse length and pulse energy, which together with the spatial overlap of successive laser pulses on the surface, control the friction coefficient. The lasers used were the 20 W HS-L and the 50 W HS-S. In each case the laser beam was moved across the surface of the sample using a galvanometric scanner, focused at the surface by an F-theta focusing lens; a very common laser machining arrangement. A two dimensional ‘hexagonal’ arrangement of pulses was used in order to generate a homogeneous surface structure with the aim of achieving an omnidirectional friction coefficient – see Figure 1. In addition Figure 1 demonstrates the difference between using a pulse energy of (a) 0.4 mJ and (b) 0.8 mJ. The finer scale, more complex texture obtained with the higher pulse energy was found to result in higher friction coefficients.
The friction coefficient was measured by clamping the processed part against an unprocessed counterpart, using a known force – the “Normal Force” – and then applying a force at 90 degrees until the parts slip against each other. This use of an unprocessed counter-surface reflects the application of interest, where a disposable processed ‘shim’ is used between two large parts.
The coefficient of friction was found to be strongly dependent on the Normal Force, presumably because it affects the degree of ‘embedding’ of the processed surface into the unprocessed counter-surface.
Results are shown in Figure 2 for a range of steels and pulse overlaps, with the friction coefficient measured using a Normal Force of 40 kN. The overlap between the spots generated by adjacent laser pulses on the material was varied between -25 percent and 75 percent.

There is a general trend of increasing friction coefficient with pulse overlap. There is also a clear difference in the friction coefficients obtained with the low alloy steel compared to the others. This is particularly evident at higher laser spot overlaps, where the low alloy steel samples consistently provide a friction coefficient 0.1-0.15 lower than the other two sample materials. Untextured samples, for comparison, gave friction coefficients in the region of 0.2-0.25.
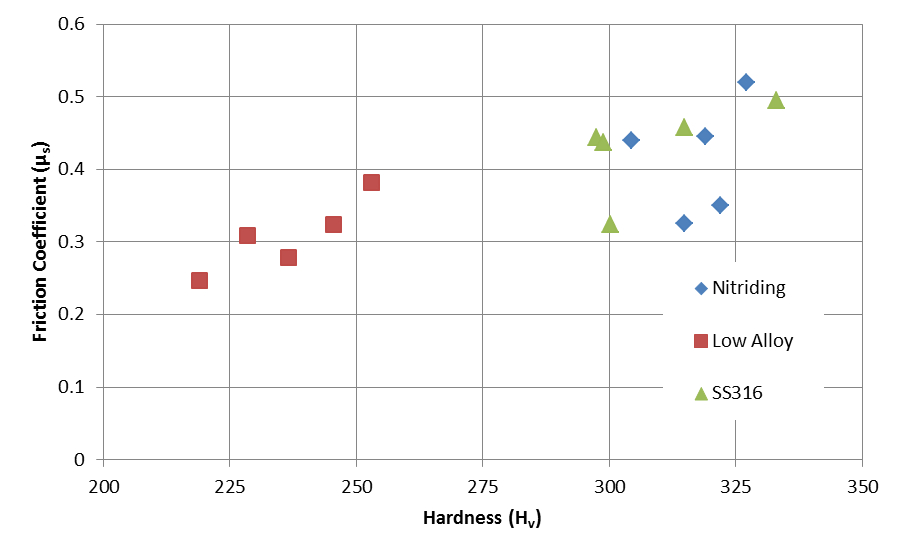
The hardness of the processed samples was measured using a macro-Vickers indenter, showing that the laser texturing process increases the surface hardness, with a larger increase for a higher pulse overlap. This increase presumably facilitates the embedding of the rough sample into the comparatively soft (low alloy) counter surface when the normal force is applied, thereby increasing the “ploughing forces” required to move the sample relative to the counter surfaces. This is backed-up by the plot of friction as a function of hardness shown in Figure 3, which shows an approximately linear relationship.
Given these results, the decision was made to further harden the samples using a nitriding process (giving a nominal hardness of 1000 Hv) in order to obtain the highest achievable friction coefficients. Laser processing was performed before nitriding on several samples and after nitriding on others. Figure 4 shows the friction coefficients achieved for these samples using the 50 W HS-S laser (25 µm spot, 0.71 mJ, 20 kHz) and tested with 40 kN normal force.
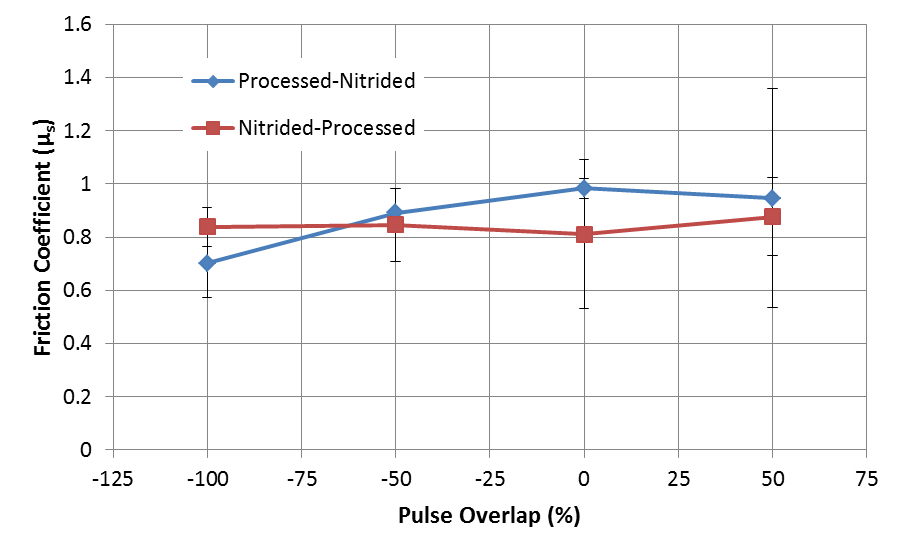
It is clear that nitriding provides a significant increase in friction compared to the non-nitrided results shown in Figure 2. Also, in this case the friction coefficient is less dependent on the laser spot overlap, indicating that in the previous case the high overlap primarily increased the friction (compared with low spot overlap) via increased hardness rather than the additional topographical changes. Hence a dedicated hardening process in combination with laser texturing provides the largest increase of the static friction coefficient. This combination also means that a relatively small laser pulse overlap can be used, significantly reducing the laser processing time required.
In conclusion, laser texturing can be used as an effective means to increase the static friction coefficient of a surface. As a general trend, increasing the pulse overlap leads to an increase in surface roughness and the friction coefficient obtained. There is an associated increase in surface hardness, which appears to have a roughly linear relationship with the obtained friction coefficient. This is most likely due to the formation of a thicker, hard metal oxide layer at the surface which allows deeper embedding of the sample into the counter surfaces when the normal force is applied, increasing the ploughing forces required. The achieved friction coefficient can be increased further by introducing an additional step to the process to harden the steel. By nitriding the sample, either before or after laser texturing, friction coefficients as high as µs~1 have been demonstrated.
Andy Dunn is a PhD student at Heriot-Watt University in Edinburgh, UK, and is funded by EPSRC and SPI Lasers.