





By J. M. Amado, J. N. Montero, M. J. Tobar, A. Yañez
Functionally graded materials (FGM´s) are usually described as composite materials in which composition and structure varies gradually from one point to another. Traditional composites are based on homogeneous mixtures where the properties of the respective components are averaged according to their relative proportion. Therefore a compromise must be made between the desired properties of each constituent. In contrast, the need for a compromise is eliminated in FGM: the graded design ensures that the full performance of each component is obtained at some point of the composite material.
A wide range of processing methods is available today for the fabrication of graded structures with almost any material combination. Most of them rely on well established processing routes as powder metallurgy or melt processing. Direct metal deposition (laser cladding), for example, can be adopted for the production of FGM by feeding with mixed alloy powders with controlled compositions. This can be achieved by using pre-blended powders at desired mixing ratios or, even better, by using separately controlled powder hoppers. In this last case, mixing ratios can be changed online during processing.
In our work, ceramic metal composites with graded composition were developed by direct metal deposition. Our experimental equipment is built on a high power 2.2 kW Hd-YAG laser and a feeding unit with two powder hoppers. The composite consist of WC ceramic phases immersed on a NiCrBSi metal matrix. The main application of WC-Ni based alloy mixtures is the fabrication of wear resistant coatings were the hard ceramic phase and the tough metal matrix provide, respectively, high abrasion and impact resistance. Due to thermal mismatch between the ceramic alloy and the metal substrate, difficulties are often encountered to avoid cracks in the deposited coating, particularly when high WC volume ratios are involved. Preheating procedures may be used to relieve stress concentration at the interface and so obtain crack free layers. However, it would be desirable to avoid this step in order to develop cost effective process.

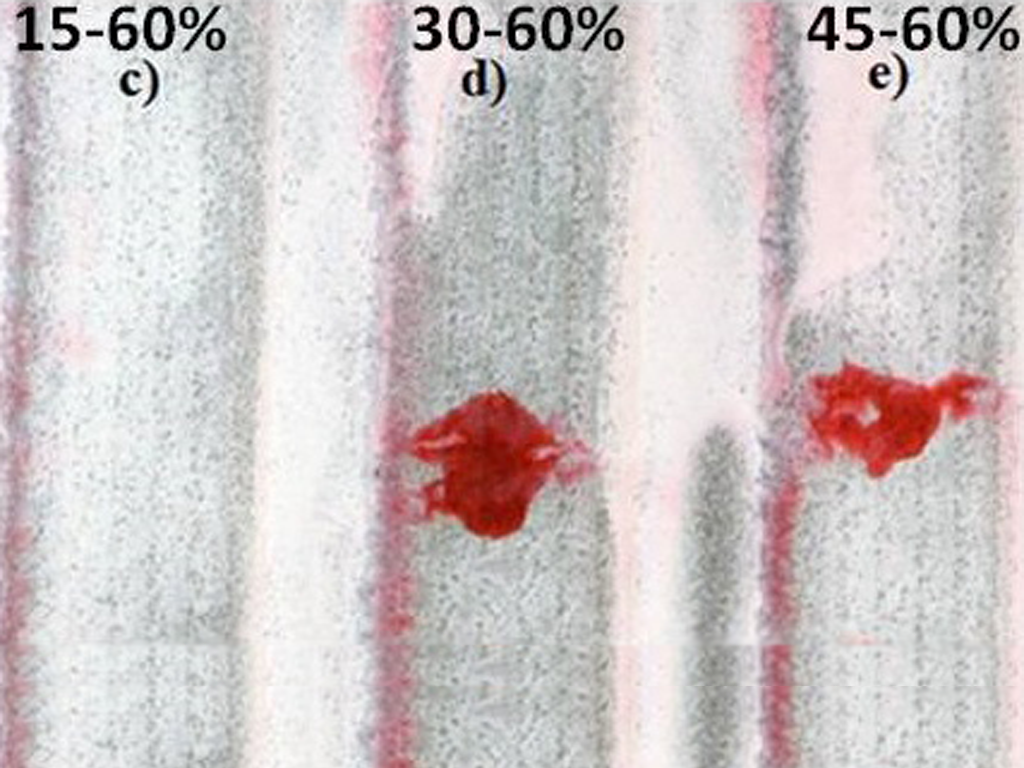
In Figure 1, we show how a graded structure can suppress the need of preheating stages. Two-layered coatings were deposited with increasing WC ratios, namely 15%-60%, 30% 60% and 45% 60% (wt.%). The intermediate layer, with a reduced WC content acts as a buttering layer, alleviating stress concentration and eventually leading to crack free coatings ( layer with 15% WC in our case). It should be noted that by using two powder hoppers (independently filled and calibrated with the WC and NiCrBSi powder alloys) the process is performed uninterruptedly. No other interventions between successive layers are necessary but the automatic change of powder unit settings to modify the mixing ratio. Moreover, WC grading along a single laser scans can be readily obtained as shown in Figure 2. In this case, the intrinsic delays in the powder feeding system (i.e., control data transfer dead times, length of powder feeding lines) may impose a limit in the %WC variation achievable per unit distance. In any case, WC gradients of about 10% per mm could be obtained at typical cladding speeds.
